 Español
Español English
English русский
русский  Français
Français  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  magyar
magyar  हिन्दी
हिन्दी  Türkçe
Türkçe  العربية
العربية  український
український  فارسی
فارسی 

Hogar
>
Productos > Unidad de producción de rotores cepillados
>
Máquina de ensamblaje de rotores tres en uno
Productos
- Línea de producción de motores sin escobillas
- Unidad de producción de estator sin escobillas
- Máquina única de producción de rotor sin escobillas
- Línea de producción de motores con escobillas
- Línea de producción de ensamblaje de azulejos magnéticos
- Unidad de producción de estator cepillado
- Unidad de producción de rotores cepillados







Máquina de ensamblaje de rotores tres en uno
La siguiente es la introducción de la máquina de ensamblaje de rotores tres en uno SHUAIRUI® de alta calidad, con la esperanza de ayudarlo a comprender mejor la máquina de ensamblaje de rotores tres en uno. ¡Bienvenidos clientes nuevos y antiguos a continuar cooperando con nosotros para crear un futuro mejor!
Enviar Consulta
Descripción del Producto
Máquina de ensamblaje de rotores tres en uno SHUAIRUI®
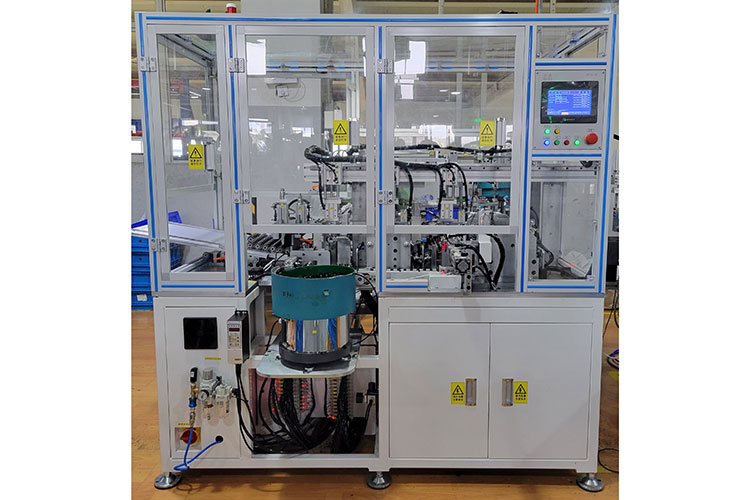

Introducción del equipo:
1.Esta máquina se utiliza para el proceso de ajuste a presión del eje del rotor, el núcleo de hierro, la placa terminal y el conmutador.
2.Agregue manualmente las materias primas y complete automáticamente la alimentación, la distribución del material, la entrada del eje, la entrada de la placa final y la entrada del conmutador. Enviar automáticamente después de presionar
3.El eje de entrada se presiona mediante un cilindro servoeléctrico y está equipado con un sensor de presión.
4.El método de alimentación del núcleo de hierro es del tipo laminado plano e inclinado.
5.El método de alimentación del eje es del tipo embudo.
6.Ambos extremos de la placa adoptan el método de ajuste a presión del cilindro.
7.El método de alimentación de la placa final es una placa vibratoria.
8.El conmutador es presionado por un cilindro servoeléctrico y equipado con un sensor de presión.
9.El método de alimentación del conmutador; la placa vibratoria y la torre de material son opcionales.
10.El método de posicionamiento del conmutador es: vibración de gas (sin atascos)
11.Equipado con un manipulador de corte, que puede colocar directamente el rotor prensado en la línea de montaje o en la línea de cadena y en la línea de dientes de sierra.
12.Presión del aire de trabajo; 0,5-0,7 MPa.
13. Campos aplicables: rotores de motores de aspiradoras, rotores de pequeños electrodomésticos, rotores de bombas de agua, rotores de ventiladores de condensadores automotrices, rotores de motores de sopladores, rotores de motores de varillas de empuje, rotores de motores de montacargas eléctricos, rotores de motores de elevación de vidrio, rotores de motores de bombas de aceite para automóviles, rotores de motores de agitadores de ventanillas de automóviles, rotores de motores de impresoras, rotores de motores de máquinas de coser y otros campos.
Etiquetas calientes: Máquina de ensamblaje de rotores tres en uno, fabricantes, proveedores, fábrica, China, hecha en China, precio bajo, barato, personalizado, más nuevo, de alta calidad
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.








X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad